

新闻资讯
News
企业风采Corporate Style
MORE+





您当前所在位置:网站首页 - 新闻资讯
浅谈凯林宝珠砂在冷芯盒工艺的应用
更新时间:2021-12-23 17:32:39点击次数:1307次
浅谈凯林宝珠砂在冷芯盒工艺的应用
发动机缸体、缸盖铸件水套内腔由水套芯形成,水套芯生产工艺通常为三乙胺冷芯盒工艺、覆膜砂热芯工艺。制芯之后还需经过浸涂、烘干、组芯、浇注、落砂、清理等生产过程。各机械加工、组装厂对铸件的水套内腔清洁度的要求略有不同,不达标时会造成防冻液污染、流通受阻、影响冷却效果等问题。
缸体、缸盖铸件砂芯形状复杂,部分砂芯截面积小,且部分缸体水套芯 薄处只有3.5mm,浇注后砂芯长时间被高温铁液包围。2006年,国内某发动机铸件生产企业,在制作缸体水套芯时,原使用石英砂造型、制芯,缸体铸件内腔烧结严重,清砂也是非常困难(见图1)。

图1缸体铸件内腔烧结照片
为解决这一问题,该客户在前期充分调研的基础上,决定采用洛阳凯林铸材有限公司粒度为40/100目的宝珠砂进行小批量试验。实验室三乙胺冷芯盒制芯,树脂加入量为1.6%,抗拉强度试验结果见表1。表1宝珠砂冷芯盒工艺强度试验结果
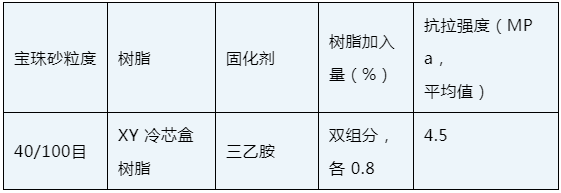

图2宝珠砂冷芯盒工艺制作的水套芯照片

图3宝珠砂冷芯盒工艺制作的油道芯照片

图4宝珠砂冷芯盒工艺制作的油道芯照片

图4宝珠砂冷芯盒工艺制作的油道芯照片
试验检测的“8”字试样抗拉强度平均值高达4.5MPa,而现场生产用的硅砂,相同条件下,抗拉强度平均1.95MPa,前者是后者的2.3倍。由此可以降低宝珠砂用量并减轻砂芯重量。使用宝珠砂和焙烧砂各50%,树脂加入量降至1.4%,冷芯盒射芯机现场制作了各4件某四缸缸体水套芯和油道芯(见图2、3、4),浇注后经解剖检查,内腔光洁、无粘砂、脉纹,壁厚均匀,获得圆满成功(见图5)。
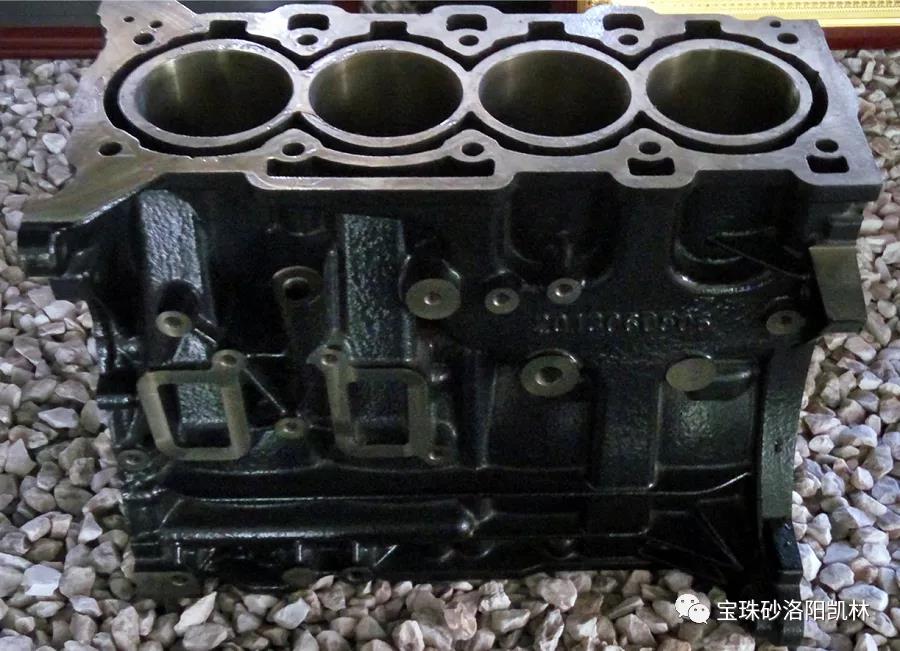
图5宝珠砂生产的发动机缸体照片
此后,宝珠砂混合焙烧砂制芯在该厂冷芯盒、热芯盒工艺中逐步推广,大量用于缸体水套芯、油道芯的生产,至今稳定生产十余年时间,在行业中起到了很好的带动、示范作用。