

新闻资讯
News
企业风采Corporate Style
MORE+





您当前所在位置:网站首页 - 新闻资讯
宝珠砂在发动机缸体铸件上的应用之【发动机缸体缸盖铸件水套内腔的质量控制】
更新时间:2021-12-08 10:14:00点击次数:1267次
发动机缸体、缸盖铸件水套内腔由水套芯形成,水套芯生产工艺通常为三乙胺冷芯盒工艺、覆膜砂热芯工艺。制芯之后还需经过浸涂、烘干、组芯、浇注、落砂、清理等生产过程。各机械加工、组装厂对铸件的水套内腔清洁度的要求略有不同,不达标时会造成防冻液污染、流通受阻、影响冷却效果等问题。通过对生产过程各环节的分析,试验、验证、改进,根据工厂的实践经验,为缸体、缸盖毛坯内腔的质量控制总结出通过关键工序的控制来保证质量的生产工艺路径。
1、汽车发动机缸体缸盖水套内腔防冻液体污染分析
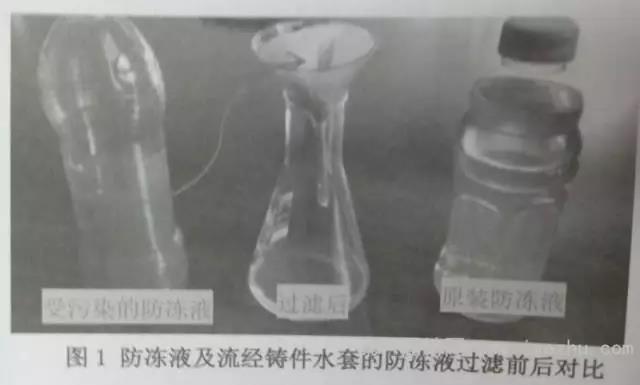
缸体,缸盖铸件经机械加工、清洗、组装后形成发动机,汽车厂在完成整车装配后,出厂前需要试车运行约5km,检验汽车的各项性能。在试车过程中通过发动机水冷观察孔发现个别发动机有防冻液变色污染问题。取样分析,即采用定量滤纸过滤后,溶液变清澈,发现滤纸上的杂质与涂料成分一致,滤液与原装防冻液材质成分一致(见图一),就此判定为涂料灰尘引起污染,排除基体、涂料、砂芯材料与防冻液产生化学反应的因素。因此防冻液污染主要因水套内腔清洁度不良引起。
 水套内腔清洁度不良的主要问题是水套内腔存在砂芯烧结、脉纹、涂料附着灰等,分别产生于制芯、浸涂、内腔清理等生产过程。
水套内腔清洁度不良的主要问题是水套内腔存在砂芯烧结、脉纹、涂料附着灰等,分别产生于制芯、浸涂、内腔清理等生产过程。
2、水套内腔质量与砂芯质量的关系
由于水套砂芯结构复杂程度不同,因此制芯时,芯砂流动时受原砂流动性、芯盒排气设计、结构布局影响,在砂芯薄壁处,往往会出现射砂不实、不致密的问题,在高温铁水的渗透下,极易形成烧结。
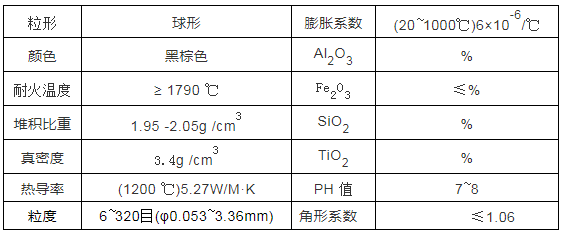
混砂时采用添加20%以上耐高温、热稳定好、膨胀系数小、比表面积小、流动性好的陶粒砂(商品名:宝珠砂)(见下表),以提高芯砂的流动性和砂芯的耐火度,获得高质量的砂芯。
宝珠砂在铸造工艺中的应用系列之【冷芯盒工艺】
涂料对铸件质量的影响在某种程度上远远大于树脂等其他材料,因此涂料的选型和使用过程的规范操作尤为重要。
涂料的操作工艺性能如流平性、渗透性、润湿性,工作性能如涂层表面强度、附着强度、涂层厚度、烘干抗裂性、急性抗裂性、发气性、抗粘砂性、剥离性等在工艺验证时需要综合评估。
水套芯通常采用水基涂料,浸涂工艺,硅铝质耐火材料为骨料的水基涂料较为常用。
4、铸件水套内腔质量与清理的关系
(1)缸体、缸盖铸件水套内腔结构相对简单,工艺出砂孔较多时,可以通过震芯、落砂、粗抛丸、披缝打磨、精抛丸、风洗等实现质量控制。
(1)应用陶粒砂(商品名:宝珠砂)、抗脉纹剂可以解决砂芯变形、烧结、脉纹等缺陷,提高砂芯质量。
(2)应该选择易剥离的浸涂涂料。
(3)对于复杂的缸体、缸盖铸件水套内腔的清理可以采用喷枪喷钢丸、喷砂工艺,以解决因形状复杂局部精抛丸粒无法达到部位的清理。
1、汽车发动机缸体缸盖水套内腔防冻液体污染分析
缸体,缸盖铸件经机械加工、清洗、组装后形成发动机,汽车厂在完成整车装配后,出厂前需要试车运行约5km,检验汽车的各项性能。在试车过程中通过发动机水冷观察孔发现个别发动机有防冻液变色污染问题。取样分析,即采用定量滤纸过滤后,溶液变清澈,发现滤纸上的杂质与涂料成分一致,滤液与原装防冻液材质成分一致(见图一),就此判定为涂料灰尘引起污染,排除基体、涂料、砂芯材料与防冻液产生化学反应的因素。因此防冻液污染主要因水套内腔清洁度不良引起。
2、水套内腔质量与砂芯质量的关系
由于水套砂芯结构复杂程度不同,因此制芯时,芯砂流动时受原砂流动性、芯盒排气设计、结构布局影响,在砂芯薄壁处,往往会出现射砂不实、不致密的问题,在高温铁水的渗透下,极易形成烧结。
混砂时采用添加20%以上耐高温、热稳定好、膨胀系数小、比表面积小、流动性好的陶粒砂(商品名:宝珠砂)(见下表),以提高芯砂的流动性和砂芯的耐火度,获得高质量的砂芯。
宝珠砂的物理及化学性能指标
宝珠砂在铸造工艺中的应用系列之【冷芯盒工艺】
局部烧结的质量控制:在浸涂前对砂芯薄壁易烧结部位刷耐涂火度高的涂料(图2),可以有效预防。

缸体铸件水套芯盒内腔缸筒底部布置有顶芯杆、射嘴,因此砂芯的致密性不如侧壁,加之发动机缸体主油道位置与其相连,是铁液集中的热节部位,受高温铁水的作用时间长,易产生烧结,可在完成浸涂烘干后增加二次局部浸涂涂料。

涂料对铸件质量的影响在某种程度上远远大于树脂等其他材料,因此涂料的选型和使用过程的规范操作尤为重要。
涂料的操作工艺性能如流平性、渗透性、润湿性,工作性能如涂层表面强度、附着强度、涂层厚度、烘干抗裂性、急性抗裂性、发气性、抗粘砂性、剥离性等在工艺验证时需要综合评估。
水套芯通常采用水基涂料,浸涂工艺,硅铝质耐火材料为骨料的水基涂料较为常用。
4、铸件水套内腔质量与清理的关系
(1)缸体、缸盖铸件水套内腔结构相对简单,工艺出砂孔较多时,可以通过震芯、落砂、粗抛丸、披缝打磨、精抛丸、风洗等实现质量控制。
(2)缸体、缸盖水套内腔结构复杂时,在抛丸过程中,丸粒很难触及内腔表面,经600℃温度下时效处理过的铸件,水套内腔铸件内壁上会附着一层涂料灰(见图4),须经过物理摩擦才能去除。

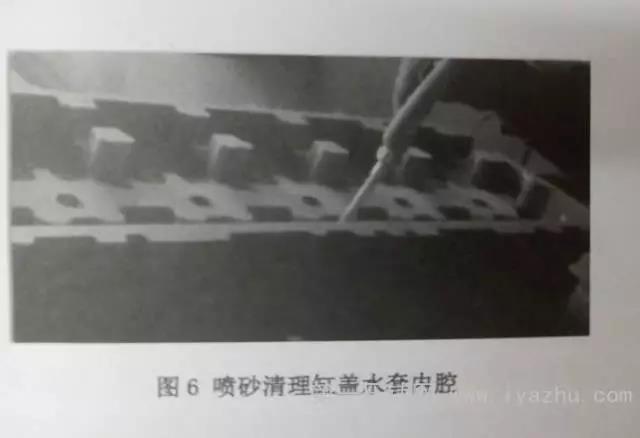
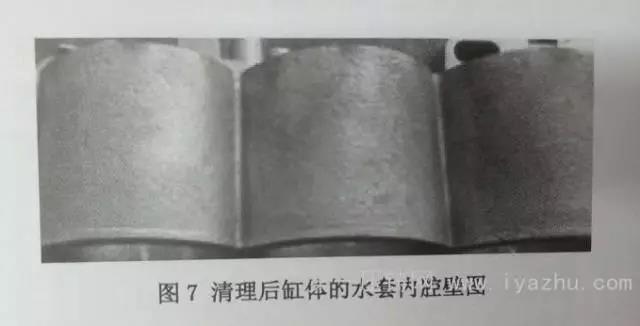
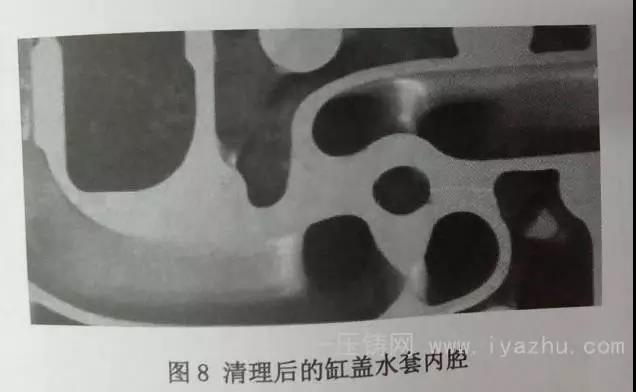
缸体、缸盖毛坯水套内腔的涂料灰不易清理时,可采用喷丸设备清理,要根据铸件水套内腔的结构制作专用喷嘴,使钢丸沿着内壁流动带走表面附着物(图5);局部地方还可采用喷砂枪单独处理(图6),处理后的铸件表面干净、光滑(图7、图8)。

(1)应用陶粒砂(商品名:宝珠砂)、抗脉纹剂可以解决砂芯变形、烧结、脉纹等缺陷,提高砂芯质量。
(2)应该选择易剥离的浸涂涂料。
(3)对于复杂的缸体、缸盖铸件水套内腔的清理可以采用喷枪喷钢丸、喷砂工艺,以解决因形状复杂局部精抛丸粒无法达到部位的清理。