

新闻资讯
News
企业风采Corporate Style
MORE+





您当前所在位置:网站首页 - 新闻资讯
消失模涂料对铸件质量的影响
更新时间:2020-06-02 10:26:01点击次数:2251次
摘要:本文根据笔者在生产实践中的观察分析,介绍了消失模涂料的质量及操作工艺对铸件 质量控制的影响,并针对一些常见的铸造缺陷产生原因和解决方案进行了探讨和实践。
摘要:本文根据笔者在生产实践中的观察分析,介绍了消失模涂料的质量及操作工艺对铸件 质量控制的影响,并针对一些常见的铸造缺陷产生原因和解决方案进行了探讨和实践。
一、前言:消失模铸造工艺条件主要有三个:泡沫模型,干砂,负压;而整个生产过程实际上市完成了三种复制:

四、涂料工艺性能方面的影响:
1.由于涂料与载体配比不当或者搅拌转速选择不当导致涂料悬浮性差,浸涂时涂层不均匀, 出现粘砂,影响铸件表面光洁度 。
2.由于模样上油脂分型剂过多,表面助剂使用过量导致涂料涂刷性差,不流淌性差,模样表 面出现大量“漏白”,铸件表面就会出现“青春痘”,影响铸件外观。
五、铸件常见缺陷原因及与涂料的关系
1.塌箱:铸件不能成形或者局部缺肉或出现铁瘤。产生原因: a.顶部吃砂量,铁水浮力使涂层破裂,顶部型砂溃散造成铸件成型不良(注意和抬箱的区别)。b.铁水充型速度慢,内外压力不平衡,涂料高温强度低,造成型砂移动和坍塌。c.负压太低或者突 然失压,保压时间短 d.砂温过高(大于 75 度),涂层太薄,绝热性差使模样烫坏导致垮砂。
 2.变形:由于起模方式及烘干时放置方式不当,涂料浸涂和烘干时放置方式不当,填砂造型及震实操作不当,铸件收缩比率设置不当,涂料干强度低造成铸件形状及尺寸发生变化,导致废品。
2.变形:由于起模方式及烘干时放置方式不当,涂料浸涂和烘干时放置方式不当,填砂造型及震实操作不当,铸件收缩比率设置不当,涂料干强度低造成铸件形状及尺寸发生变化,导致废品。
 3. 冷隔:铁水与泡沫模型之间置换过程中,铁水前沿阻力大或者铁水温度过低,使其不能继续流动,而产生冷隔或流不到。实际生产中适当提高铁水浇铸温度(灰铁件 1420~1450 度, 球铁件1420~1470 度) ,增大真空度,合理提高涂料的透气性,提高排气速度,降低预发密度,使模样干透,选择合理浇注系统,使铁水流畅充型等方案都可以控制铸件产生冷隔缺陷。
3. 冷隔:铁水与泡沫模型之间置换过程中,铁水前沿阻力大或者铁水温度过低,使其不能继续流动,而产生冷隔或流不到。实际生产中适当提高铁水浇铸温度(灰铁件 1420~1450 度, 球铁件1420~1470 度) ,增大真空度,合理提高涂料的透气性,提高排气速度,降低预发密度,使模样干透,选择合理浇注系统,使铁水流畅充型等方案都可以控制铸件产生冷隔缺陷。
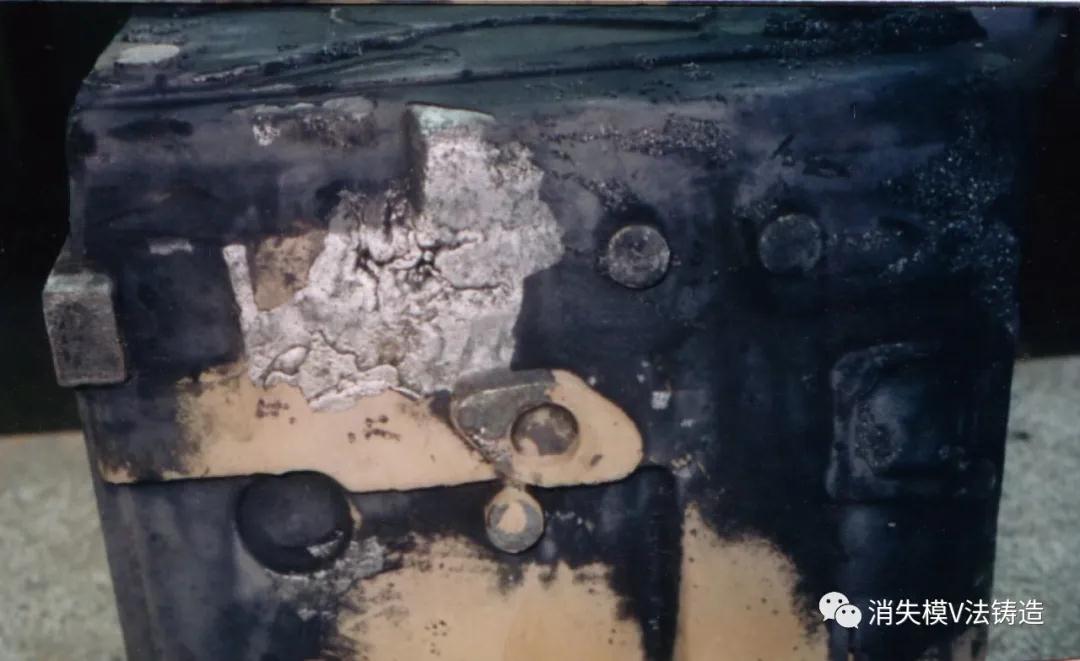
4.粘砂:一般两种情况: .铁水通过涂层开裂处渗入砂型,形成铁包砂,也即机械粘砂。第二.铁水透过涂层渗入砂型中形成难以清除的化学粘砂。实际生产过程中可以通过适当提高涂层的厚度(本体 1~1.5mm,浇注系统2~3mm)和耐火度;搬运和造型时尽量避免破坏涂层;选择合适的负压度和保压时间;选择合适的原砂和浇铸温 度等方案进行有效控制。

 5.皱皮:浇铸时聚苯乙烯(共聚料)分解的产物形成的一种粘稠的沥青状的液体,这种液体分解物残留在涂层的内侧,一部分被涂层吸收,一部分在金属和涂层之间形成一层薄膜,在还原气氛下形成细片状或皮屑状的结晶残炭,即光亮碳,这种密度较低的光亮碳与铁水之间润湿性极差,因此在铸件表面形成碳沉积。
5.皱皮:浇铸时聚苯乙烯(共聚料)分解的产物形成的一种粘稠的沥青状的液体,这种液体分解物残留在涂层的内侧,一部分被涂层吸收,一部分在金属和涂层之间形成一层薄膜,在还原气氛下形成细片状或皮屑状的结晶残炭,即光亮碳,这种密度较低的光亮碳与铁水之间润湿性极差,因此在铸件表面形成碳沉积。
 实际生产中采用低发气量的热熔胶,冷胶,低密度的 EPS 料和共聚料;合理设置浇铸系统, 使其有利于模样分解产物,分散分布集中顶部排于冒口之中;提高浇注温度和浇铸速度;提高真空度,提高涂层和铸型的透气性等等都可以有效提高铸件成品率。
实际生产中采用低发气量的热熔胶,冷胶,低密度的 EPS 料和共聚料;合理设置浇铸系统, 使其有利于模样分解产物,分散分布集中顶部排于冒口之中;提高浇注温度和浇铸速度;提高真空度,提高涂层和铸型的透气性等等都可以有效提高铸件成品率。
6.渣孔:常见渣孔有两种,非金属夹杂物渣孔型砂、涂料夹杂物渣孔。通过电镜分析,型砂和涂料夹杂物主要成分为 sio2,而非金属夹杂物,泡沫夹杂物主要成分为碳。实际生产 中通过提高铁水纯净度,增加涂层强度,保证涂层完整性,保证平稳充型降低铸件产生渣孔缺陷额几率。
六、结论:
1.严格控制涂料层厚度,一般 0.8-1.5mm,小件取下限,大件取上线。
2.保证白模不变形前提下,泡沫密度尽量低,从而降低铸件内部缺陷。
3.涂料骨料粒度力求均匀,保证透气性并能提高铸件表面质量。
4.正确认识涂料强度,透气性与白模密度,负压,铁水温度的潜在关系,探索流场,热场,负压场分布规律,合理设计铸件工艺。
一、前言:消失模铸造工艺条件主要有三个:泡沫模型,干砂,负压;而整个生产过程实际上市完成了三种复制:
由此可见要想得到无瑕疵的铸件,三种复制完成的彻底性非常重要。 种复制主要会出现一些白模缺陷,比如变形,白模残缺,表面光洁度差,比重超重等,这些缺陷对消失模铸件质量有着深远的影响,在后期文章中将陆续探讨控制的方案。本文主要从涂料的工作性能和工艺性能两个方面针对第二,第三种复制过程中涂料带来的问题进行探讨。
二、涂料的组成:消失模涂料主要由耐火材料,悬浮剂,粘接剂辅助添加剂及载体等五大部分经过特定工艺配置而成,各组分必须根据铸件的壁厚,形状及生产线条件综合考虑,择优而取,在此补赘述。
三、涂料工作性能方面的影响:涂料工作性能方面的缺陷主要来自于涂料的组分,常见影响归纳为以下三种:1. 由于涂料配比中粘接剂本身性能及粘度不合适,或者涂层太薄导致涂料干强度低,耐磨性差,存放、烘干、运输或震实过程中涂层开裂或者脱落,严重时会导致泡沫模样变形。2.由于耐火材料粒度级配,粒型选择不当,粘接剂发气量大或者涂层太厚而降低涂料透气性从导致铸件产生气孔,夹渣状冷隔,重皮,皱皮等外观缺陷。3.由于耐火材料本身耐火度低,粘接剂高温强度差,或者涂料吸着性差从而导致铸件大面积粘砂,严重影响铸件表面质量。四、涂料工艺性能方面的影响:
1.由于涂料与载体配比不当或者搅拌转速选择不当导致涂料悬浮性差,浸涂时涂层不均匀, 出现粘砂,影响铸件表面光洁度 。
2.由于模样上油脂分型剂过多,表面助剂使用过量导致涂料涂刷性差,不流淌性差,模样表 面出现大量“漏白”,铸件表面就会出现“青春痘”,影响铸件外观。
五、铸件常见缺陷原因及与涂料的关系
1.塌箱:铸件不能成形或者局部缺肉或出现铁瘤。产生原因: a.顶部吃砂量,铁水浮力使涂层破裂,顶部型砂溃散造成铸件成型不良(注意和抬箱的区别)。b.铁水充型速度慢,内外压力不平衡,涂料高温强度低,造成型砂移动和坍塌。c.负压太低或者突 然失压,保压时间短 d.砂温过高(大于 75 度),涂层太薄,绝热性差使模样烫坏导致垮砂。
4.粘砂:一般两种情况: .铁水通过涂层开裂处渗入砂型,形成铁包砂,也即机械粘砂。第二.铁水透过涂层渗入砂型中形成难以清除的化学粘砂。实际生产过程中可以通过适当提高涂层的厚度(本体 1~1.5mm,浇注系统2~3mm)和耐火度;搬运和造型时尽量避免破坏涂层;选择合适的负压度和保压时间;选择合适的原砂和浇铸温 度等方案进行有效控制。
6.渣孔:常见渣孔有两种,非金属夹杂物渣孔型砂、涂料夹杂物渣孔。通过电镜分析,型砂和涂料夹杂物主要成分为 sio2,而非金属夹杂物,泡沫夹杂物主要成分为碳。实际生产 中通过提高铁水纯净度,增加涂层强度,保证涂层完整性,保证平稳充型降低铸件产生渣孔缺陷额几率。
六、结论:
1.严格控制涂料层厚度,一般 0.8-1.5mm,小件取下限,大件取上线。
2.保证白模不变形前提下,泡沫密度尽量低,从而降低铸件内部缺陷。
3.涂料骨料粒度力求均匀,保证透气性并能提高铸件表面质量。
4.正确认识涂料强度,透气性与白模密度,负压,铁水温度的潜在关系,探索流场,热场,负压场分布规律,合理设计铸件工艺。